
Данная серия страниц расскажет и наглядно покажет, как самостоятельно переделать ручной фрезерный станок во фрезерный станок с Числовым Программным Управлением (ЧПУ). Управляющая программа - "MACH3". Переделка велась методом "проб и ошибок", тем не менее, желаемый результат все же был достигнут. Статья рекомендована для прочтения всем тем, кто задумывается о доработке своих станков под систему ЧПУ, или же просто задумывается о покупке фрезерного станка "Корвет-414", но еще окончательно не определился с выбором и хотел бы больше узнать про его конструкцию. Многие фотографии в статье можно посмотреть в лучшем качестве, если тыкнуть в них мышкой.
Статья разбита на несколько страниц, каждая из которых дает подробное описание конкретных компонентов системы:
Общее описание станка и его переделки под ЧПУ (эта страница, просто читайте дальше);
Электрическая часть. На странице описано размещение электрооборудования внутри переделанного под ЧПУ станка;
Шаговые двигатели (ШД). Страница содержит фото примененных ШД в разобранном состоянии и краткое описание принципа их работы.
Итак...
Все началось с того, что с некоторых пор у меня появился токарный станок "Корвет-403", а через некоторое время и идеи переделать его под ЧПУ (год 2009). Тогда были закуплены "подходящие на глаз" шаговые двигатели (двигатели были куплены в компании "PURELOGIC", марка двигателей PL57H110-4.0-4 и PL57HD76-3.0-4).

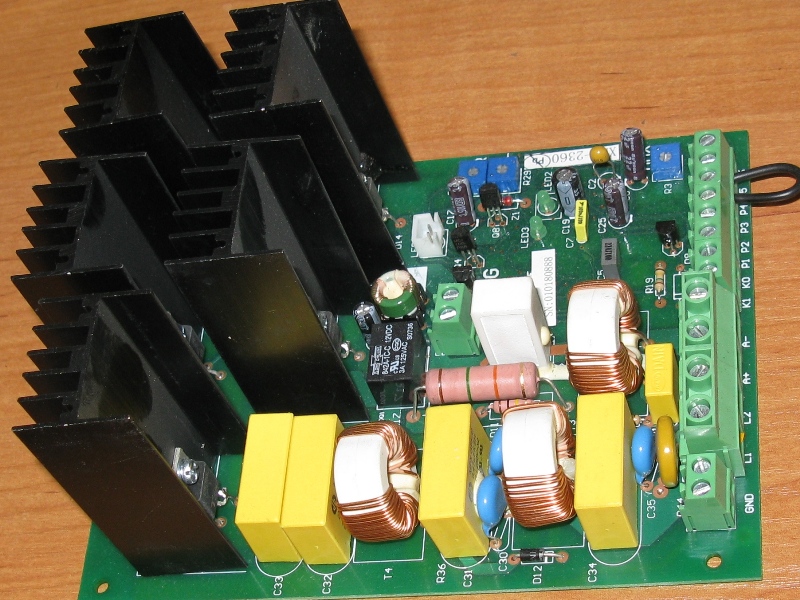
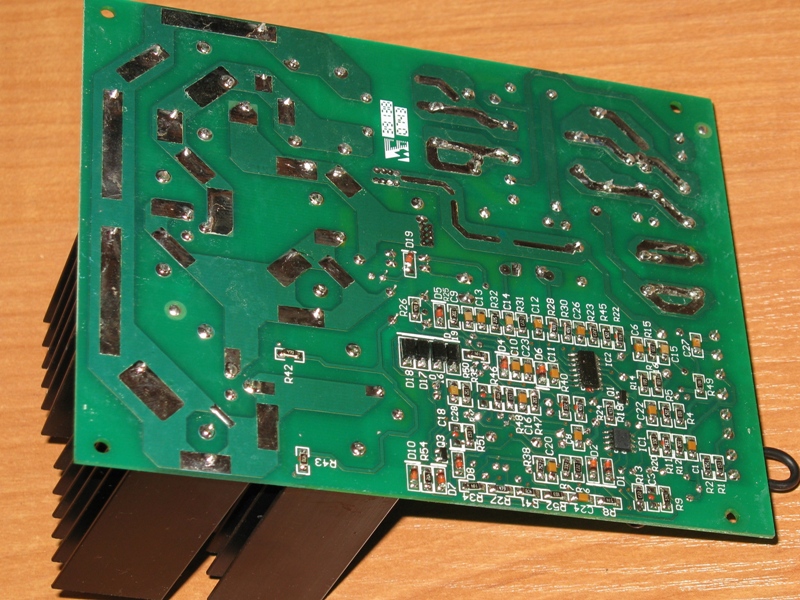
Также был куплен блок питания S-350-48 (48В 350Вт, куплен в компании "Терраэлектроника"), смакетированы, отлажены, и в последствии собраны на самодельных платах драйверы собственной разработки для приобретенных шаговых двигателей:
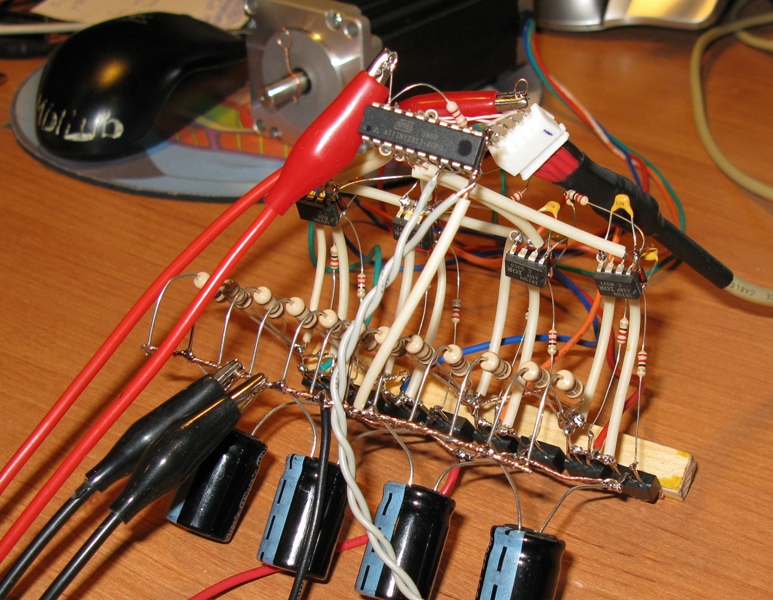
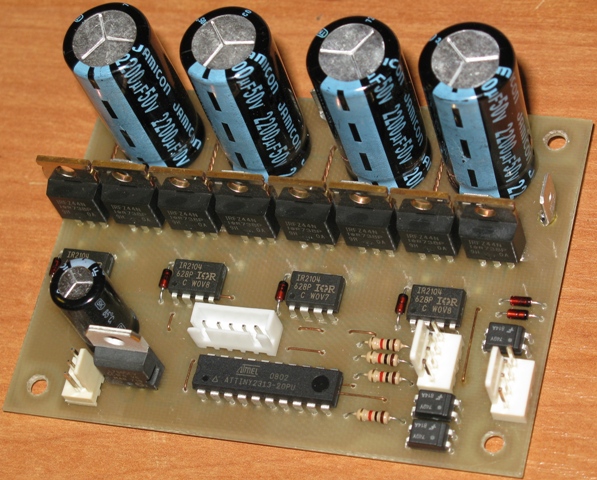
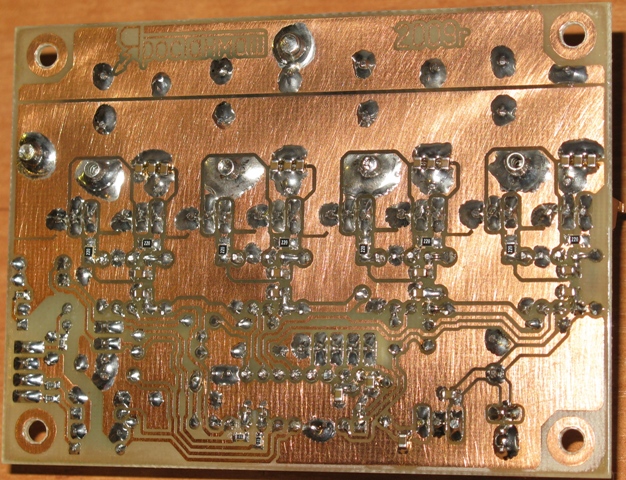
Драйверы работают в режиме полушага, и позволяют получать 400 шагов на один оборот вала шагового двигателя.
Однако, со временем энтузиазм поубавился, и токарный станок так и не был переделан под ЧПУ, а купленные двигатели и изготовленные драйверы к ним остались валяться (храниться) под шкафом.
Следующая волна "ЧПУ-шества" возникла во время длительной командировки (по работе) (год 2011). Появились свободные средства, достаточные для покупки теперь уже фрезерного станка, и прямо во время командировки в свободное время был разработан проект полной схемы управления фрезерным станком, включая всю необходимую электронику (переработаны драйверы шаговых двигателей, разработан драйвер шпинделя, плата LPT (Breakout board), и, собственно, выбран сам станок.
Выбор станка для переделки его под ЧПУ производился по следующим параметрам:
- Цена;
- Размер рабочего пространства;
- Жесткость конструкции (в основном, ПРЕДПОЛАГАЕМАЯ жесткость, "определялась" по фотографиям различных станков);
- Мощность двигателя шпинделя;
- Доступность для покупки в г. Москва.
Выбор пал на станок компании "ЭНКОР" марки "Корвет-414".
По возвращении домой был заказан комплект печатных плат, включающий три платы драйверов шаговых двигателей, одну плату драйвера шпинделя и плату LPT (Breakout board). После получения готовых плат на них были напаяны необходимые компоненты, произведена отладка и комплект электроники для станка был готов.
Кроме того, закуплено "компьютерное железо", специально выбранное для управления этим станком. Комплект состоял из:
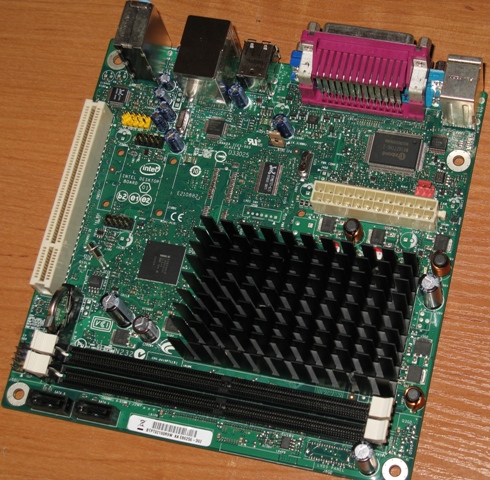
- Материнской платы Intel D410PTL с интегрированным процессором Intel Atom и портом LPT:
- Двух модулей оперативной памяти Kingston KVR800D2N5/1G по 1ГБайт-у каждый;
- Жесткого диска Samsung HD322GJ объемом 320ГБайт;
- Блока питания FSP 250PNR.
Все это "железо" было куплено в магазине "Ситилинк", заплачено порядка 4.5 тыс. руб.
Для отладки схемы управления станком все компоненты системы ЧПУ были смонтированы на "фанерке", шаговые двигатели "прилеплены" те самые, что покупались когда-то для станка токарного (одного, естественно, не хватило):
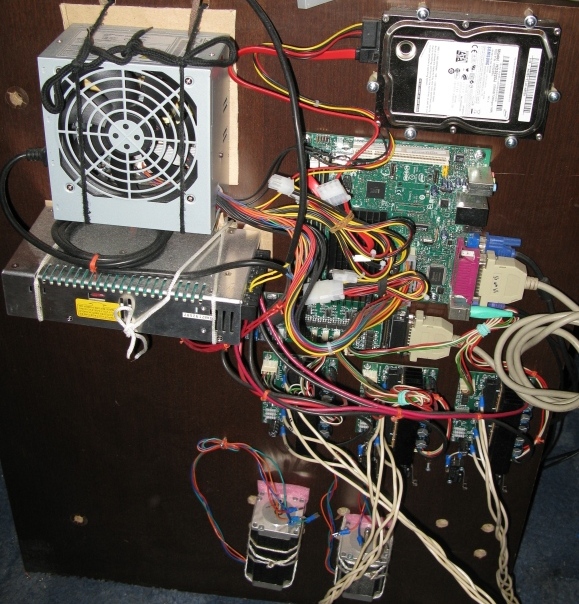
В таком виде электронная часть была полностью отлажена, отработаны сигналы "Charge pump" и "E-Stop". В результате испытаний было выявлено, что с данной системой управления имеющиеся шаговые двигатели способны разгоняться до 7000 шагов в секунду (чуть больше 1000 об/мин) (правда, на холостом ходу).
Теперь нужен был, собственно, сам станок, и 14 апреля 2011 года он был куплен за 55 тыс. рублей в Москве, в интернет-магазине "Энтузиаст", с самовывозом из магазина "на Ленинградке". Прямо в магазине с помощью продавцов станок был разобран на четыре части - нижнюю, с рабочим столом, вертикальную стойку, шпиндельную бабку и железный кожух стойки, содержащий электрическую часть станка. Тара - большой деревянный ящик - была оставлена в магазине. В разобранном виде и без "упаковки" станок влез в багажник обычной легковой машины.
С самого начала было решено отказаться от ручного управления станком (полностью удалить рукоятки перемещения осей) и целиком перейти на электронное управление.
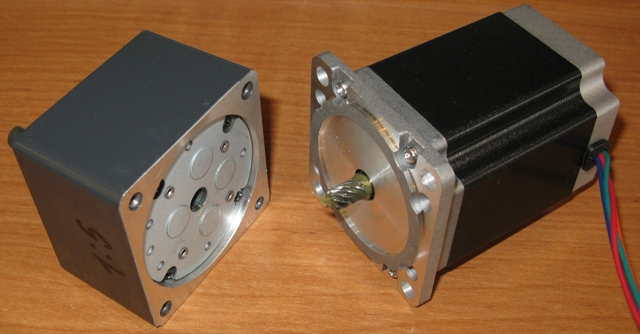
После осмотра "покупки" выяснилось, что все ходовые винты станка (на всех трех координатах) имеют трапецеидальную резьбу с шагом 2мм. Волевым решением для управления станком были выбраны три одинаковых шаговых двигателя PL57H76-3.0-4 с редукторами 1:5 (те, что остались от "токарного" станка, так и не были использованы). При имеющемся шаге ходовых винтов (2мм), с учетом дискретности в 400 шагов на оборот вала ШД и передаточном отношении редуктора 1:5, один шаг двигателя теоретически должен приводить к перемещению оси станка на 0.001мм (1мкм). Таким образом, теоретическая точность обработки - 1мкм. При этом, скорость переезда осей при 7000 шагах в секунду составит 7мм в секунду или примерно 400мм в минуту. Теоретически.
Вместе с гибкими муфтами для передачи вращения на ходовые винты (муфты DR-30-8-10, с одной стороны отверстие под вал 8мм, с другой - под вал 10мм), эти шаговые двигатели были заказаны в компании "PURELOGIC". Поскольку в наличии всего этого в Москве не оказалось, пришлось подождать около недели, пока заказанный набор будет доставлен из Воронежа в Москву транспортной компанией "АВТОТРЕЙДИНГ". Все вместе вышло чуть больше 10 тыс. руб.

Во время доработки каждый узел станка был полностью разобран, каждый винт откручен, и по возможности, заменен на более длинный и прочный, на необходимые места нанесена смазка (Оказывается, она была далеко не везде, где нужно. Прочитать об этом можно ниже). Для замены винтов на более длинные и для крепления тех деталей, которых изначально вообще не было, было закуплено n-ное количество винтов-болтов-шайб разных длин и диаметров, и "коллекция" этих метизов по мере доработки станка регулярно пополнялась.

Магазин, в котором все это покупалось, называется "Метизы", находится по адресу г. Москва, ул. Солдатская, дом 2 строение 1:


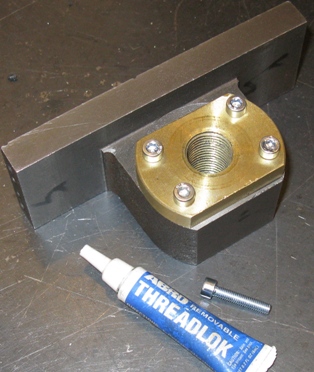
Каждый винт при окончательной установке на свое место был закручен с использованием фиксатора резьбы:

Доработка станка началась с вертикальной оси (оси "Z").
Ходовой винт крепился в подшипниковых узлах с обоих концов (сверху и снизу). По сравнению с токарным станком Корвет-403, где ходовые винты вращаются просто в отверстие в чугуне ("подшипники скольжения" сталь-чугун), в данном фрезерном станке ("Корвет-414") ходовой винт вращался в настоящих шариковых упорных подшипниках снизу и в радиальном шариковом подшипнике сверху. Это приятно удивило и порадовало.
Изначально, вращение на ходовой винт передавалось от рукоятки спереди станка через коническую зубчатую передачу с понижающим коэффициентом 1 к 2:

Все эти шестерни и дополнительный горизонтальный вал с рукояткой
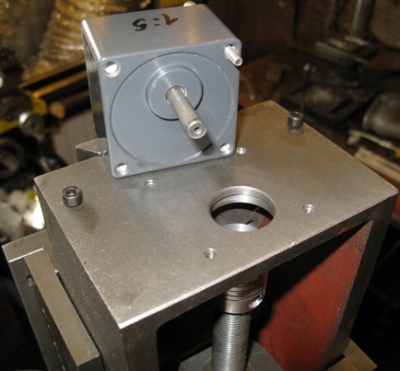
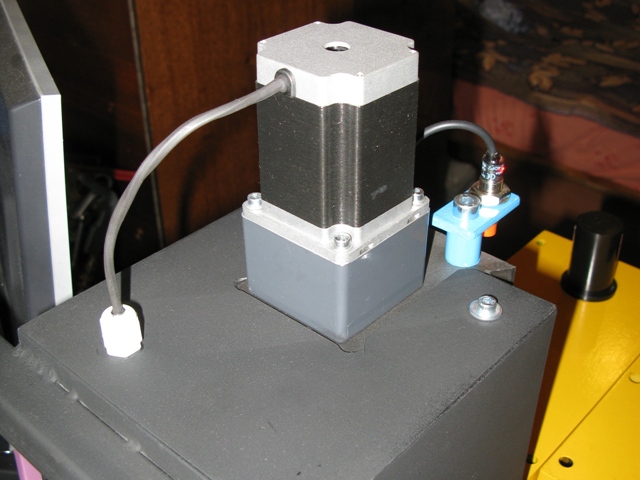
были полностью удалены, а шаговый двигатель решено было закрепить сверху стойки станка, для чего в ее верхней плоскости потребовалось высверлить отверстие под посадочный бортик редуктора шагового двигателя. Чтобы центр посадочного отверстия для редуктора шагового двигателя максимально совпадал с осью ходового винта, была использована следующая технология.
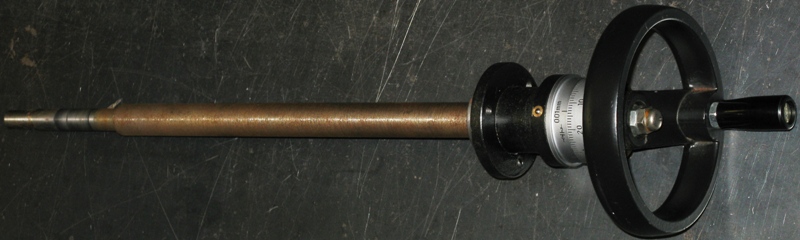
В верхней опоре ходового винта, из которой был удален подшипник,

на сверлильном станке (под углом 90° к задней поверхности, которая оказалась хорошо фрезерована), было высверлено отверстие сверлом диаметром порядка 7мм:
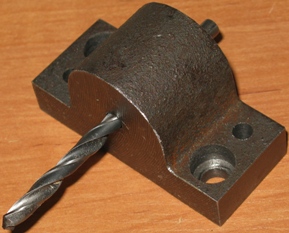
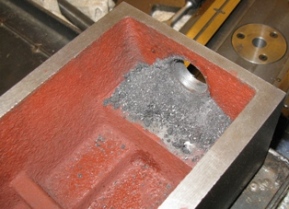
Затем, эта деталь была прикручена на свое место, и используя ее как направляющую для все того же сверла, было просверлено отверстие уже в верхней стенке вертикальной стойки. Затем, используя ступенчатое сверло и "мощную дрель" (перфоратор), это отверстие было рассверлено до диаметра 27мм (отмечу, что диаметр шейки редуктора - 25мм, т. е. "посадка" с большим зазором):

Ходовой винт оси "Z" фиксировался от вертикального смещения конической шестерней снизу, и, поскольку, мы ее удалили, пришлось доработать нижний конец ходового винта для фиксации его в подшипниковом узле от вертикального смещения без этой шестерни.
Было:

Стало (гайка приклеена эпоксидным компаундом и отторцована слева на токарном станке):

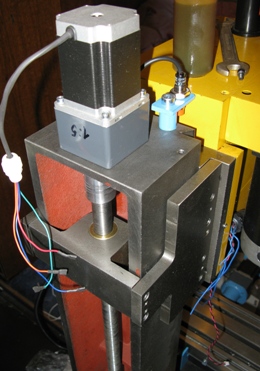
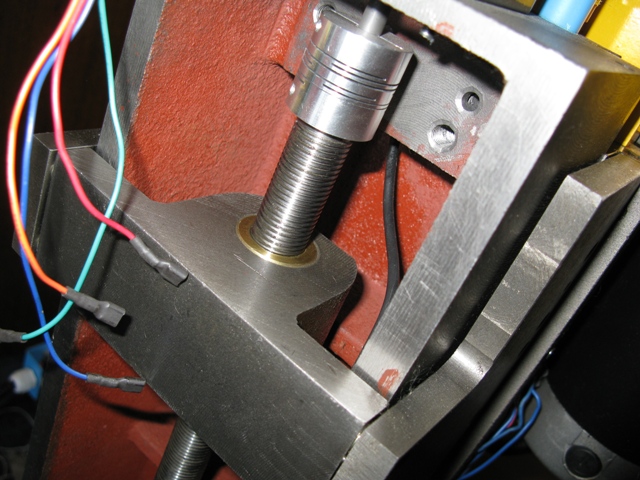
Подшипниковый узел ходового винта вертикальной оси (оси "Z") в сборе:

Верхний конец ходового винта был проточен под внутренний диаметр гибкой соединительной муфты - 10мм:


Редуктор шагового двигателя имеет для крепления четыре отверстия с резьбой М4. С другой стороны редуктора соосно с первыми четырьмя, находятся еще четыре отверстия, также с резьбой М4, с помощью которых к редуктору крепится сам шаговый мотор. Такая компоновка неудобна, т. к. возникает необходимость привинчивать редуктор с двигателем "изнутри" станка, а не со стороны самого редуктора. Эта особенность была исправлена путем отсоединения от редуктора самого шагового двигателя и сверлением сквозных отверстий через весь редуктор (нужно только принять все меры предосторожности, чтобы стружка от сверления не попала внутрь редуктора, в котором в изобилие находится смазка):
Теперь шаговый двигатель вместе с редуктором может быть закреплен на станке длинными винтами М4, проходящими прямо сквозь отверстия в редукторе.
Чтобы разметить эти четыре отверстия на верхней плоскости вертикальной стойки станка, ходовой винт был смонтирован на свое место, собран механизм ходовой гайки, узел с ходовой гайкой был "загнан" ближе к верху. Затем на ходовой винт была надета гибкая муфта и в ней с другой стороны закреплен выходной вал редуктора. Таким образом, все оказалось на своих местах, без перекосов, и именно в таком состоянии были размечены центры четырех крепежных отверстий для редуктора с мотором. Отверстия в станине просверлены, в них нарезана резьба М4:
Гайка ходового винта оси "Z" оказалась достаточно массивной, без возможности компенсации люфта и съемной:
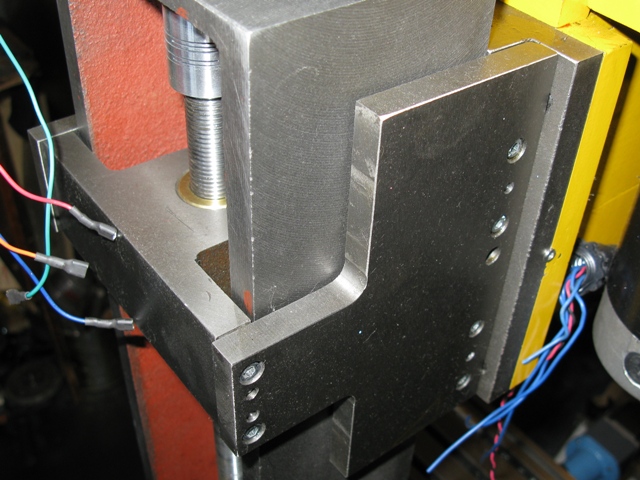
При сборке узла "каретки" оси "Z", т. е. той части, которая "ползает" по вертикальной стойке, и к которой уже крепиться шпиндельная бабка, выявилась следующая особенность: если хорошо протянуть все крепежные винты, этот узел перекашивает и его заклинивает (он перестает "ползать" по вертикальной стойке). Эффект устраняется путем размещения шайб на крепежных винтах между деталями узла:

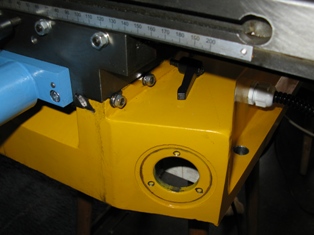
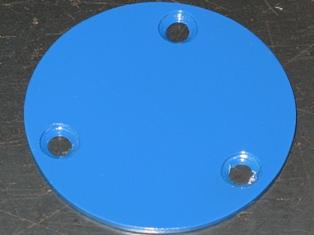
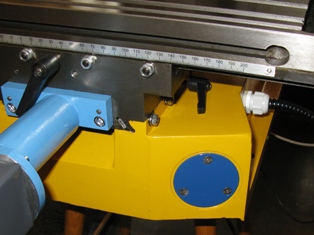
На месте бывшей рукоятки управления осью "Z", прямо спереди станка образовалась пустая дырка. Чтобы исправить ситуацию, был вырезан специальный кругляк, которым эта дырка была закрыта:
Следующими доработке подверглись оси "X" и "Y". Здесь все было несколько сложнее, т. к. редукторы с двигателями крепить было не к чему. Ходовые винты осей "X" и "Y" также оказались с упорными шариковыми подшипниками. От осевого смещения они фиксировались рукоятками управления станком, которые мы удалили. Поэтому, пришлось несколько доработать ходовые винты, чтобы можно было зафиксировать их от осевого смещения без рукояток управления. Следующие фотографии показывают, как стали выглядеть ходовые винты после произведенной доработки.
Для оси "Х":

Для оси "Y":
![]()

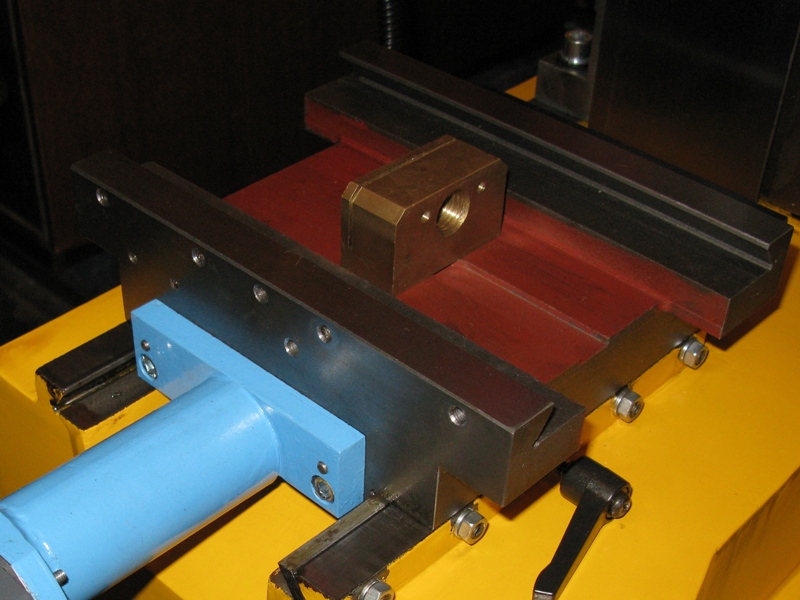
В сочетании с электроприводом и опорой ходовой винт оси "Y" выглядит так:


Теперь осталось решить, как закрепить сам электропривод. Для этого, были вырезана пара вот таких "шайб" и трубок:

Трубки с шайбами были сварены вместе, внутренняя поверхность трубки обработана на токарном станке:

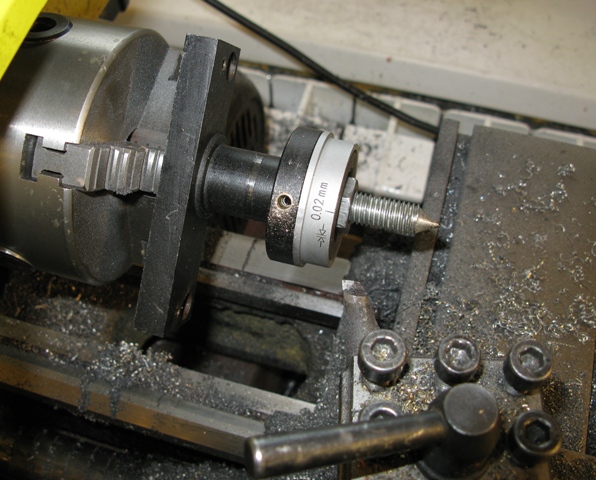
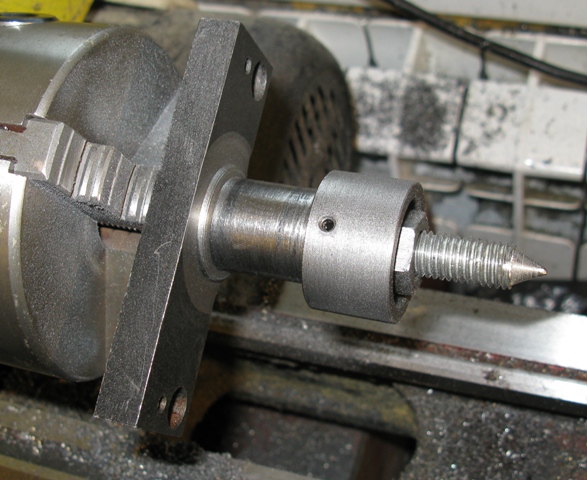
Опоры ходовых винтов осей "X" и "Y"


были поочередно закреплены на токарном станке с помощью шпильки М12, проходящей сквозь шпиндель, и обточены прямо вместе с напрессованным на них "лимбом" под внутренний диаметр наших трубок:

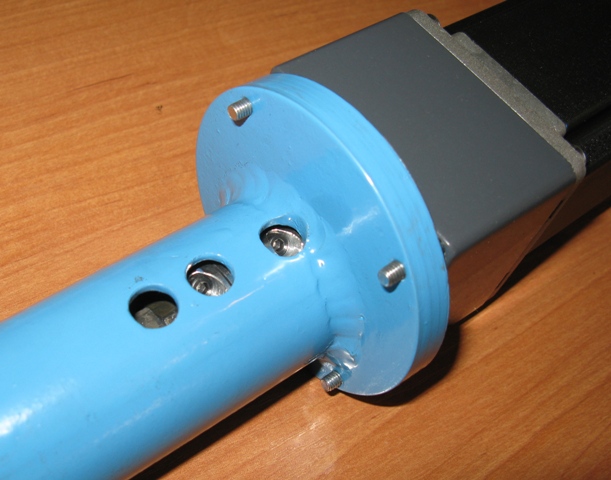
Затем, используя эпоксидный компаунд, детали были склеены вместе. Торцы "шайб" были обработаны на токарном станке, в трубках вырезаны отверстия под винты гибких муфт (см. фото ниже), ходовые винты установлены на свои места, гибкие муфты надеты и затянуты на концы ходовых винтов, валы редукторов вставлены в муфты с обратной стороны, электроприводы "нашли свое место", в таком виде были размечены центры отверстий для крепления редукторов с шаговыми двигателями, в "шайбах" выполнены соответствующие отверстия с резьбой М4 и произведена покраска:



Всего в трубках сделано три отверстия. Через первое с помощью стерженька подходящего диаметра удерживается гайка крепления ходового винта, в момент затяжки контр-гайки:
Контр-гайка затягивается торцевым ключом, вставленным в трубку со стороны двигателя.
Два других отверстия необходимы, чтобы можно было затянуть винты гибкой муфты.

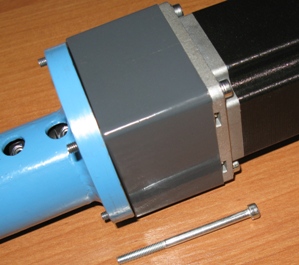
Как и в случае для оси "Z", шаговые двигатели с редуктором крепятся длинными винтами, проходящими сквозь отверстия, высверленные в редукторе:
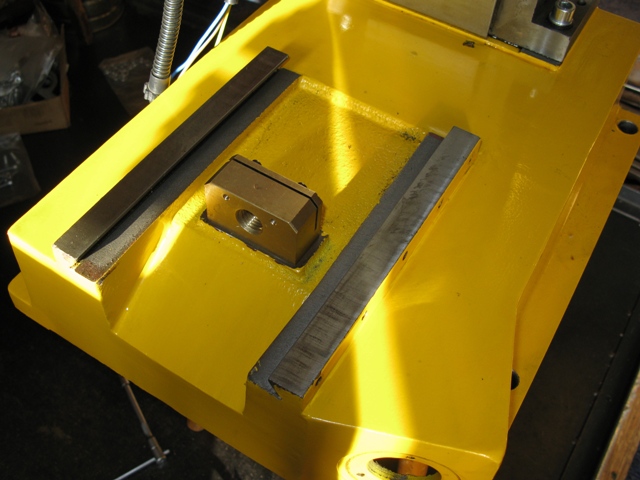
Гайки ходовых винтов осей "X" и "Y" станка "Корве-414" выполнены однотипно, прикручены снизу через толщу чугуна, и даже имеют возможность компенсации люфта:
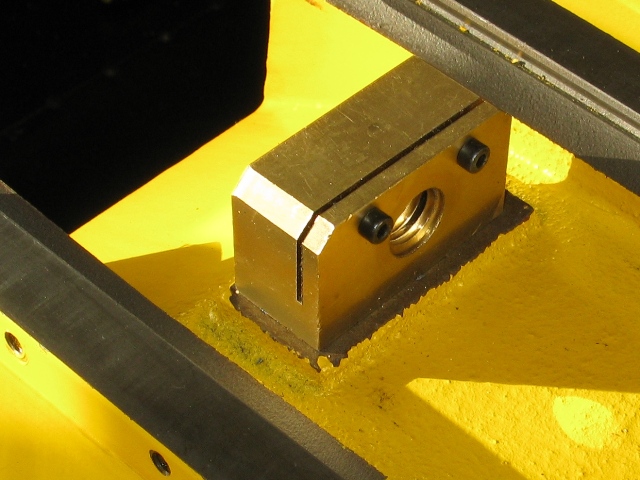
Правда, конструкция компенсатора люфта, на мой взгляд, не работоспособна, т. к один-два витка ходовой резьбы, находящиеся в тонкой "перепонке", будут очень быстро изнашиваться, и люфт будет снова появляться. Поэтому, я не стал производить регулировку люфта вообще, и, как будет показано ниже, это дало довольно плохие результаты.
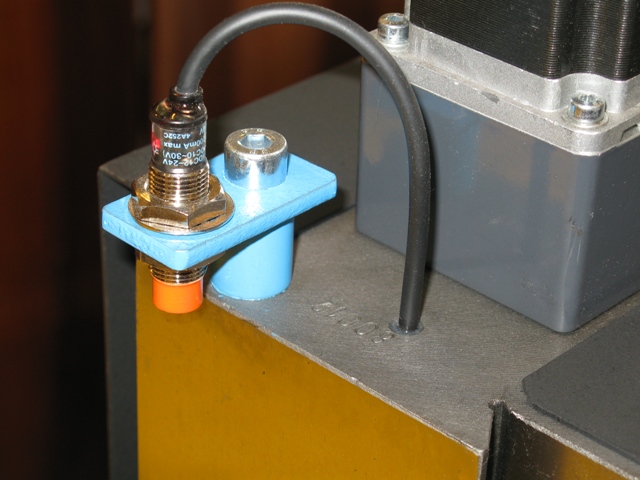
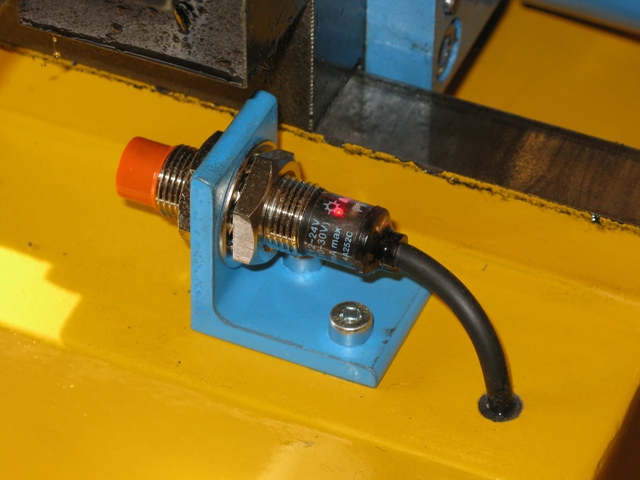
Чтобы предотвратить поломку деталей станка при программных ошибках, каждая ось станка была снабжена двумя "концевиками" - датчиками выходами осей на предельно возможные позиции. В качестве концевиков были выбраны бесконтактные индуктивные датчики Autonics PR12-4DP2. Датчики срабатывают при приближении к ним любых металлических деталей (неважно, магнитных или нет), и были куплены в "Терраэлектронике" по цене примерно 500 руб. за штуку. Каждый датчик упакован в свой собственный пакетик, имеет очень гибкий трехжильный провод длиной порядка 2 метров и снабжен инструкцией по применению на английском и китайском языках:

Чтобы смонтировать концевики на станке, из подходящих материалов были вырезаны соответствующие вспомогательные детали. Некоторые из них были фрезерованы уже на нашем переделываемом станке. При этом шаговые двигатели все еще были подключены к схеме, размещенной на "фанерке" (см. выше):

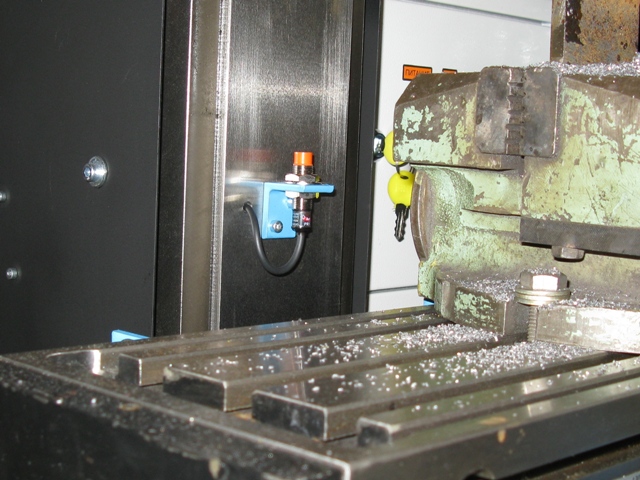
Верхний концевик оси "Z" смонтирован сверху стойки станка с помощью куска полосы и отрезка трубки. "Ответной частью" для концевика является верхний срез шпиндельной бабки:
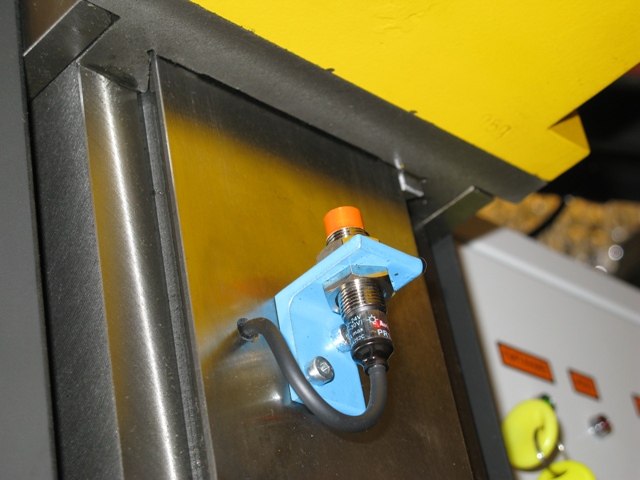
Нижний концевик оси "Z" смонтирован спереди стойки станка с помощью отрезка уголка. Как потом выяснилось, данное место для расположения концевика не совсем удачное - как раз на этом уровне происходит обработка деталей. При обработке деталей большого размера этот концевик явно будет мешать. "Ответной частью" для концевика является нижний срез шпиндельной бабки:

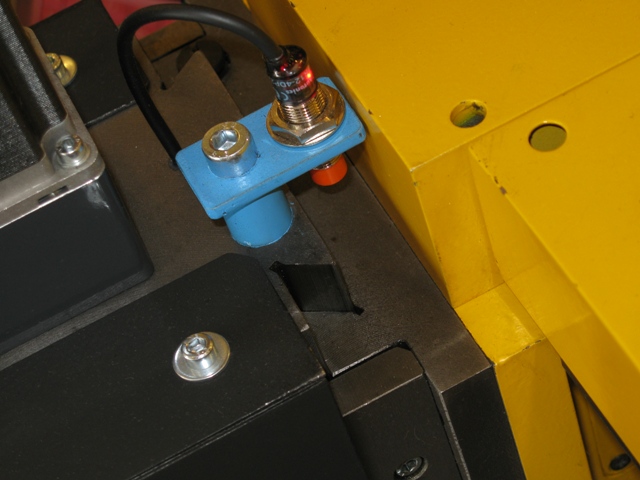
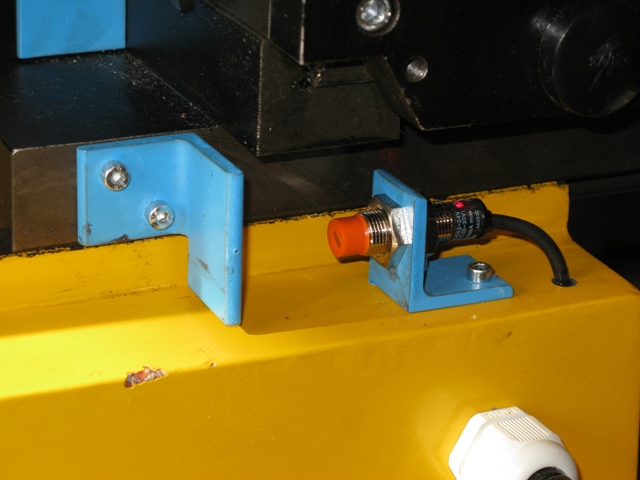
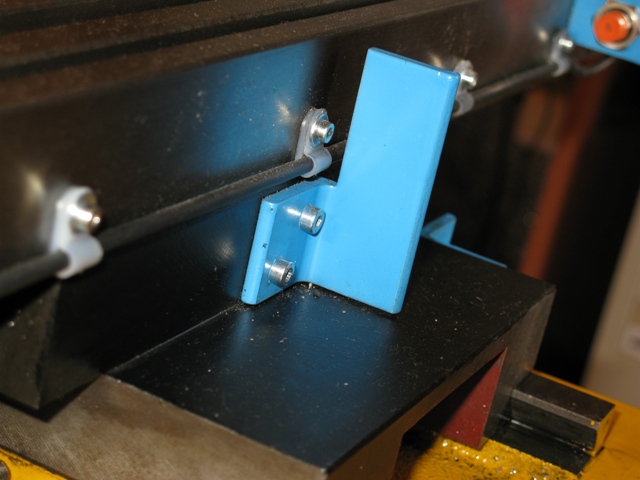
Концевики оси "Y" закреплены также на отрезках уголков. "Ответной частью" обоим концевикам служит третий отрезок уголка, закрепленный на "каретке" оси "Y":
Этот "подвижный" уголок по мере работы оси "Y" может поочередно приближаться к одному или ко второму концевику оси "Y", вызывая их срабатывание:


Во время наладки станка, когда концевики еще не были подключены, но шаговые двигатели уже работали от "фанерки", в результате собственной халатности я нечаянно наехал осью "Y" на один из концевиков и раздавил его (минус 500 руб):

"Уголок-датчик" и уголок концевика при этом слегка погнулись, однако на дальнейшие разрушения сил у привода не хватило, двигатель потерял шаг и остановился.
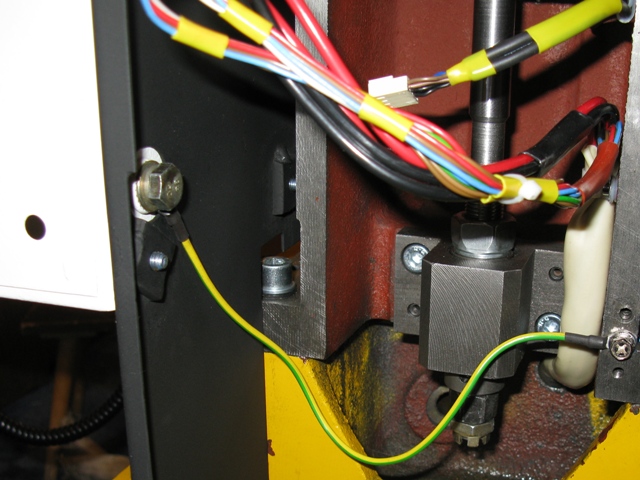
Провода от концевиков осей "Z" и "Y" уходят в отверстия в толще чугунных деталей станка через специально просверленные для этого отверстия. Отверстия выполнены чуть больше диаметра провода. Для фиксации проводов в отверстиях и обеспечения герметичности соединений, зазоры между проводами и стенками отверстий заполнены затекающим силиконовым герметиком для автомобильных стекол корпорации "Done Deal" (классная вещь!):

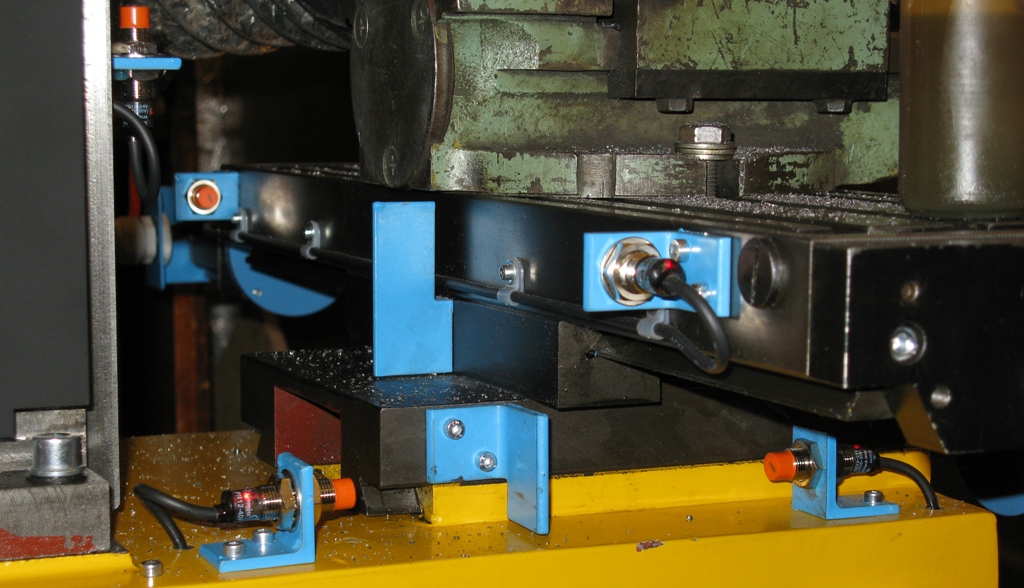
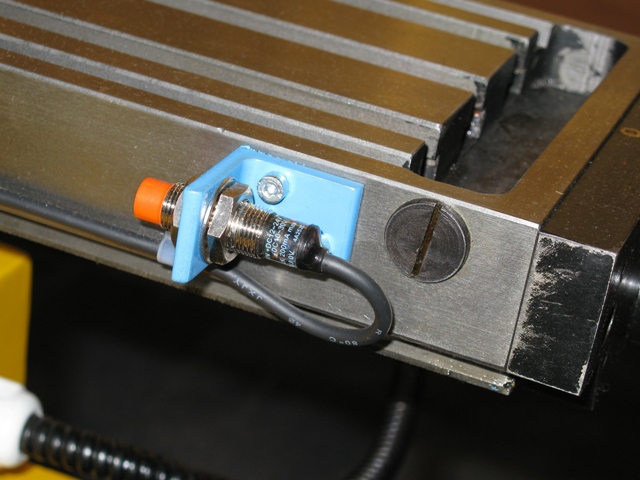
Концевики оси "X" закреплены также на отрезках уголков. "Ответной частью" обоим концевикам служит третий отрезок уголка, закрепленный на "каретке" оси "Y". В данном случае, двигаются сами концевики вместе с рабочим столом, а "уголок-датчик" остается неподвижным (с точки зрения оси "X", но с точки зрения оператора станка он двигается с осью "Y"):
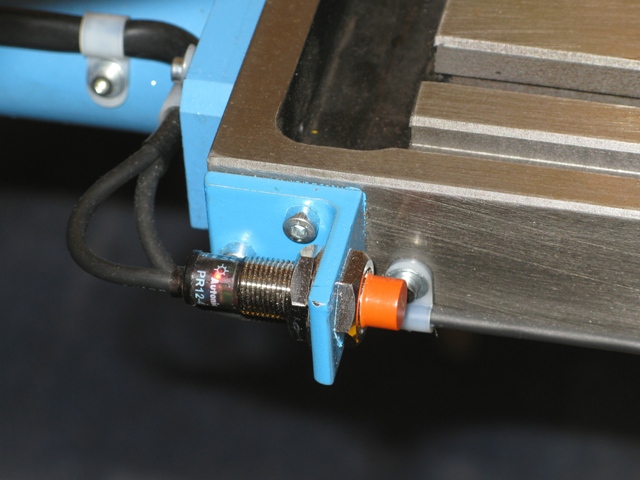
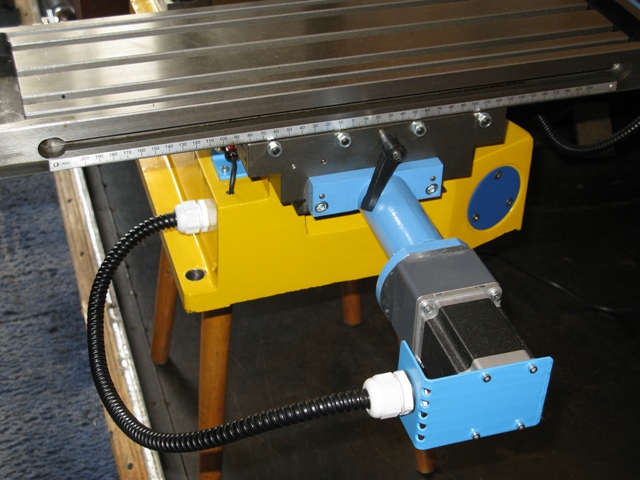
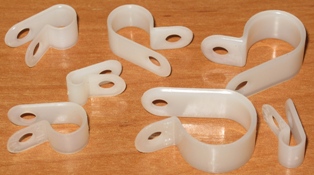
Провода от концевиков оси "X" закреплены к столу станка с помощью т. н. пластмассовых "серег" и сходятся к двигателю этой оси. От двигателя идет металлорукав в ПВХ изоляции, в котором проложены провода как от самого шагового двигателя, так и от концевиков оси "X":
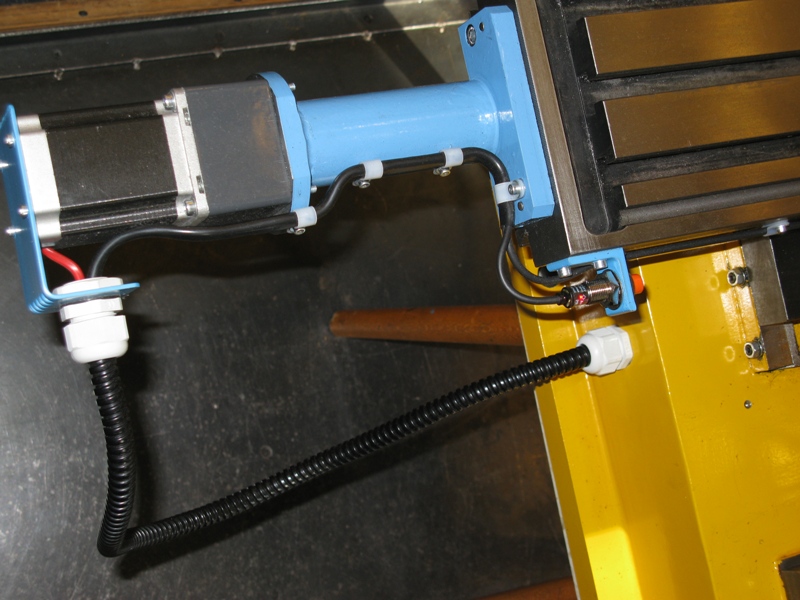
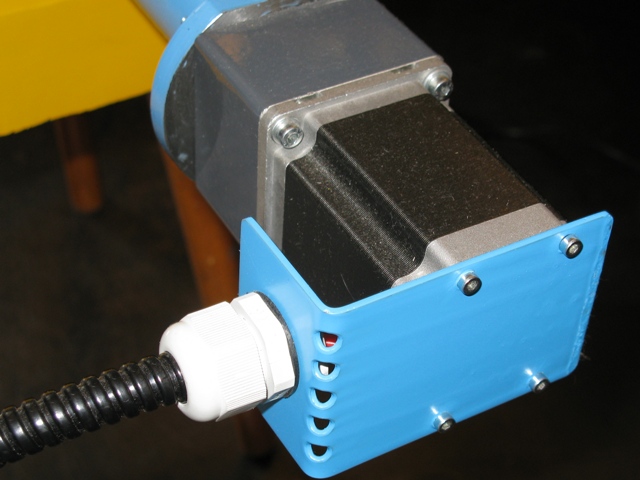
Чтобы жестко закрепить металлорукав к шаговым двигателям осей "X" и "Y", из листовой стали толщиной 2мм были изготовлены специальные промежуточные детали, закрепленные на торцах электродвигателей:
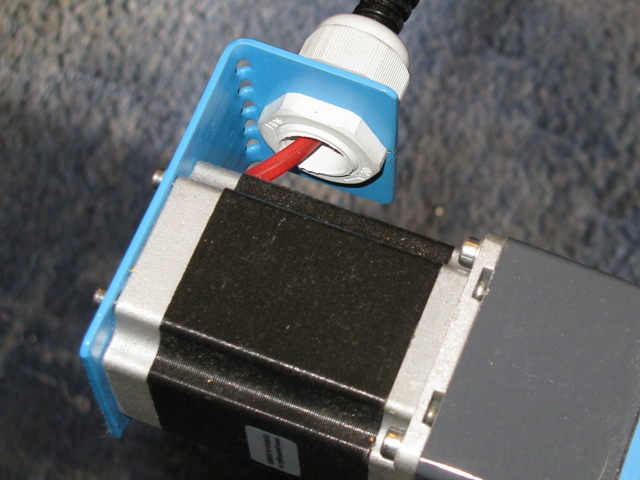
Пластмассовые "серьги" различных размеров для крепления проводов, металлорукава, белые сальники для их крепления, и, собственно, сами силовые провода для подвода энергии к шаговым двигателям (провода марки "ПВ4", сечением 1.5мм2) были закуплены в магазине "Электромонтаж":
Теперь наш станок необходимо "напичкать" электроникой. Нужно разместить драйверы шаговых двигателей (3шт), драйвер шпинделя, плату LPT (Breakout board), компьютерное "железо", блоки питания, и, конечно же, монитор с клавиатурой.
После некоторых раздумий было решено драйверы шаговых двигателей разместить как можно ближе к этим шаговым двигателям (по месту), драйвер шпинделя - ближе к шпинделю, компьютерное "железо" - в отдельном металлическом ящике, а все остальное - в заднем кожухе стойки станка, в которой ранее уже была размещена электрическая часть станка "по умолчанию" (та что была до переделки).
Подробнее о размещении и соединении электрооборудования переделанного станка см. на странице Электрическая часть.
Задний кожух стойки станка - довольно массивное сооружение, выполненное из листовой стали толщиной 1.5мм. Он, во-первых, закрывает ходовой винт оси "Z" от попадания стружек и мусора, во-вторых, содержит большой отсек, в котором изначально размещалась вся электрическая часть станка - несколько переключателей и "контроллер шпинделя" - плата со схемой, позволявшей управлять частотой вращения двигателя шпинделя:
Во время доработки станка, сверху кожуха была вырезана специальная "выемка" для шагового двигателя оси "Z":
Изначально кожух крепился к станку в четырех местах - два винта М5 сверху, и два таких же винта снизу:

Во время доработки крепление кожуха было усилено, путем добавления трех винтов М6 - двух справа от стойки, и одного слева:




Для размещения компьютерного "железа" был приобретен отдельный железный ящик. Этот ящик был прилажен с правого боку кожуха стойки станка на четырех винтах М6. Гайками для винтов являются четыре отрезка стальной полосы с резьбовым отверстием в центре, приваренные к кожуху изнутри. Для прохождения проводов внутрь ящика в боковой стенке ящика и кожухе вырезаны большие, соосные друг с другом отверстия:




Ящик имел большой болт заземления, сильно выступающий над плоскостью боковой стенки. Под этот болт пришлось вырезать дополнительное отверстие в кожухе. В последствии, с помощью этого болта осуществилось электрическое соединение "компьютерного" ящика с корпусом станка:

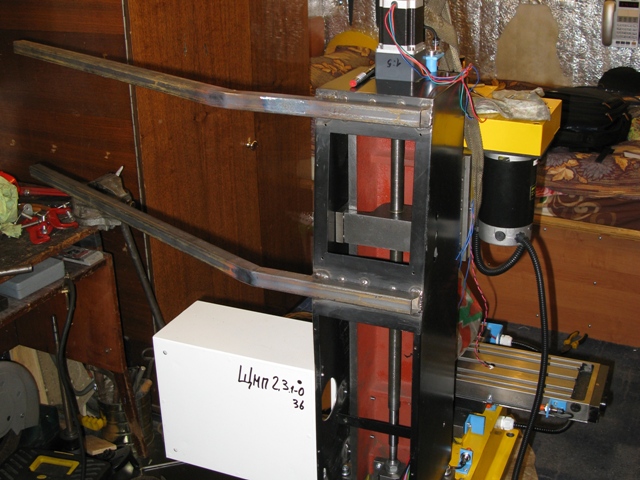
Когда "компьютерный" ящик оказался на своем месте, стало возможным сделать крепление для монитора и клавиатуры. Монитор был взят фирмы "Samsung" 172S, уже имевшийся в наличии. Разрешение монитора 1280 х 1024, он был куплен лет 8 назад и в свое время стоил 15 000 руб. В комплекте с монитором шел "кронштейн" для настенного крепления. Кронштейн с тех пор сохранился, и как раз сейчас, при переделке фрезерного станка под ЧПУ, очень пригодился:

Для крепления монитора и клавиатуры из квадратной трубы сечением 25 х 25 мм была изготовлена специальная конструкция, приваренная прямо к кожуху стойки станка:

Полностью доработанный кожух вместе с приваренными к нему конструкциями был затем перекрашен черной матовой краской чтобы скрыть все "погорелости" от применения сварки:
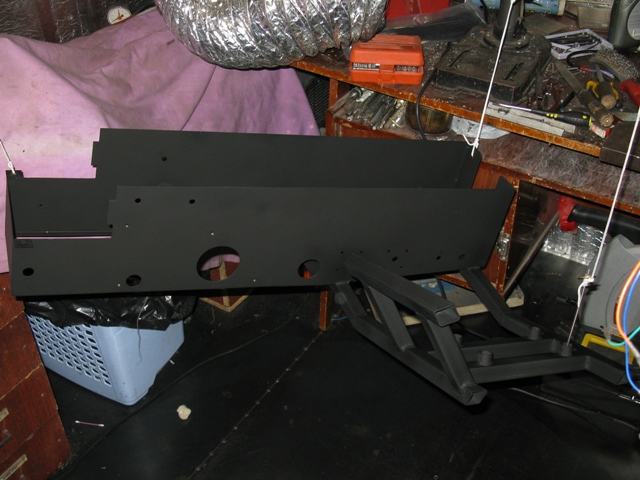
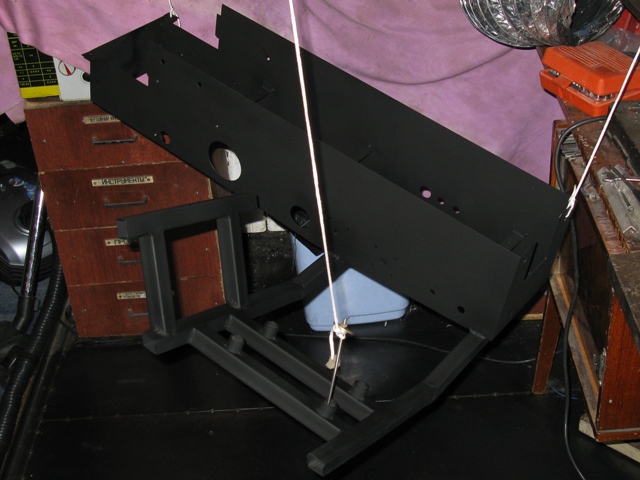
Лишние отверстия, оставшиеся в кожухе от былого электрооборудования (переключателей и пр.), были заклеены декоративными наклейками:


Клавиатура управления станком была куплена в "Ашане". Выбиралась исключительно исходя из минимальных размеров:


Клавиатура приклеена к металлоконструкциям станка с помощью двустороннего скотча для крепления зеркал.
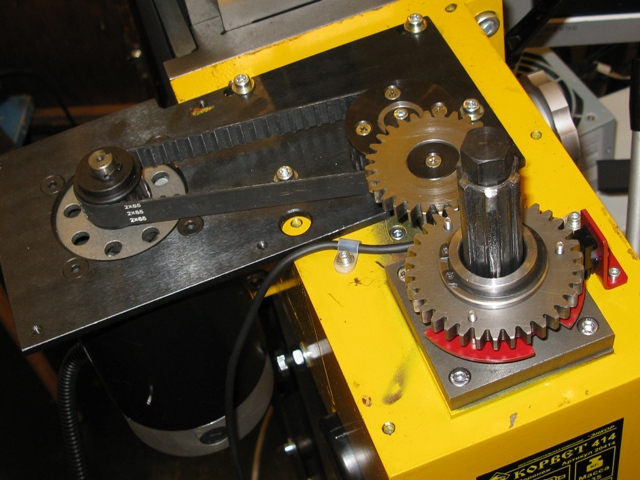
Далее, для измерения частоты вращения шпинделя, потребовалось снабдить станок датчиком частоты вращения вала шпинделя. После снятия крышек шпиндельной бабки, открылась такая картина:
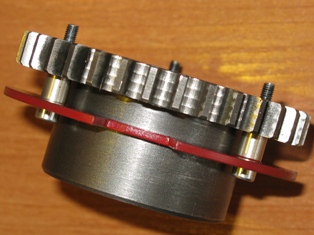
Датчик скорости шпинделя - оптический, принцип действия основан на пересечении вращающейся "ширмой с пазами" луча света в светодиодной оптопаре (инфракрасном датчике). Согласно рекомендациям из инструкции к программному обеспечению для управления станком "MACH3", "ширма" может иметь несколько пазов примерно одинаковой ширины, но один из этих нескольких пазов должен быть как минимум на 50% шире остальных. Именно такая "ширма" и была изготовлена:

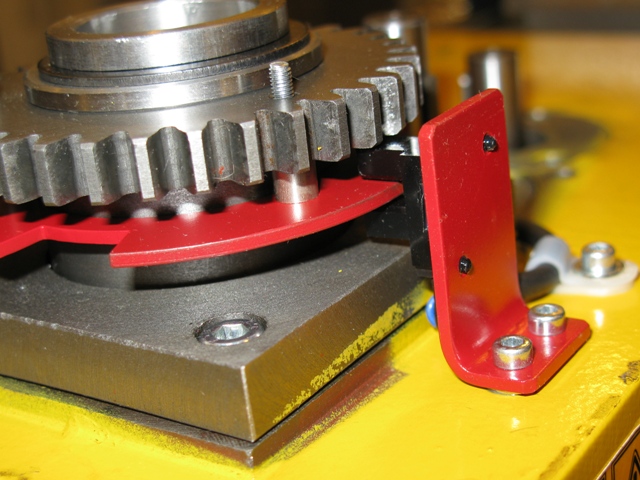
С помощью трех винтов М3 она была закреплена на ведомой шестерне вала шпинделя:

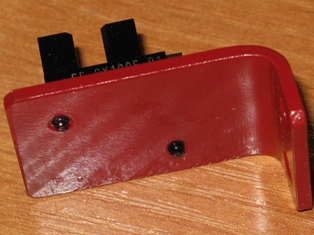
Сама светодиодная оптопара была взята от какого-то старого принтера. Для крепления ее к станку потребовалось изготовить специальную деталь, к которой оптопара была приклеена все тем же затекающим силиконовым герметиком для автомобильных стекол:
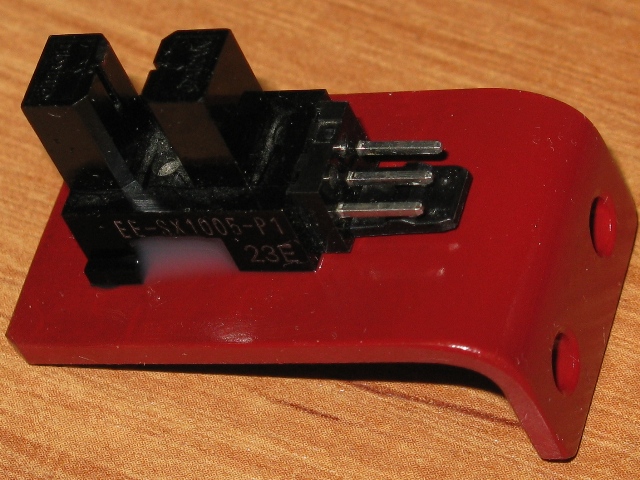
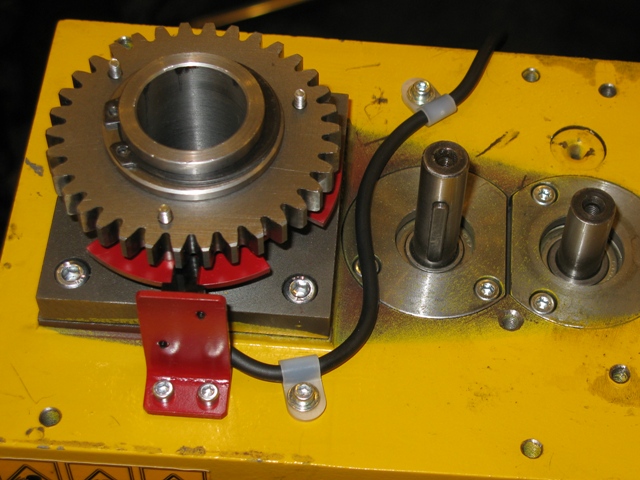
Все это было смонтировано на станке следующим образом:
На последок, хочется сказать несколько слов о самом станке "Корвет-414" и о его качестве.
Кратко можно сказать так: детали - хорошие, сборка - ужасная.
Если Вы собрались купить или уже купили такой станок, знайте, что перед тем как его включать и начинать работать, его надо полностью перебрать, до каждой мельчайшей детальки. По мере доработки станка мне встретилась масса незатянутых винтов (закрученных только руками).
Смазка вроде есть, но в большинстве случаев, совсем не там, где нужно. Она НАЛЯПАНА только для виду, но в нужные места не попала. Детали, скорее, не смазаны, а измазаны.
ТАМ ГДЕ НУЖНО - СМАЗКИ НЕТ!!!
В частности ее не было в подшипниках шпинделя, в результате чего через несколько минут работы шпиндель начал скрипеть и свистеть, и его вращение стало почти невозможным. Разобрав его, я увидел интересную картину - в подшипниках смазки нет:


Всего на шпинделе установлено три подшипника - один роликовый конический (внизу), второй шариковый упорный (сверху), и третий шариковый радиальный (тоже сверху).
Смазки не было ни в роликовом коническом, ни в шариковом упорном.
Более того! Радиальный шариковый подшипник был закрыт заводскими пыльниками с обеих сторон (на обоих пыльниках имелась надпись "CHINA"). Отковыряв один из пыльников, я увидел, что и в этом, собранном на заводе!!! подшипнике смазки тоже почти нет:

Разумеется, при последующей сборке все подшипники были обильно смазаны.
Для смазки деталей станка, включая подшипники, шестерни, ходовые винты и пр., использовалась универсальная термостойкая синтетическая смазка корпорации "Step Up" с содержанием кондиционера металла SMT2:
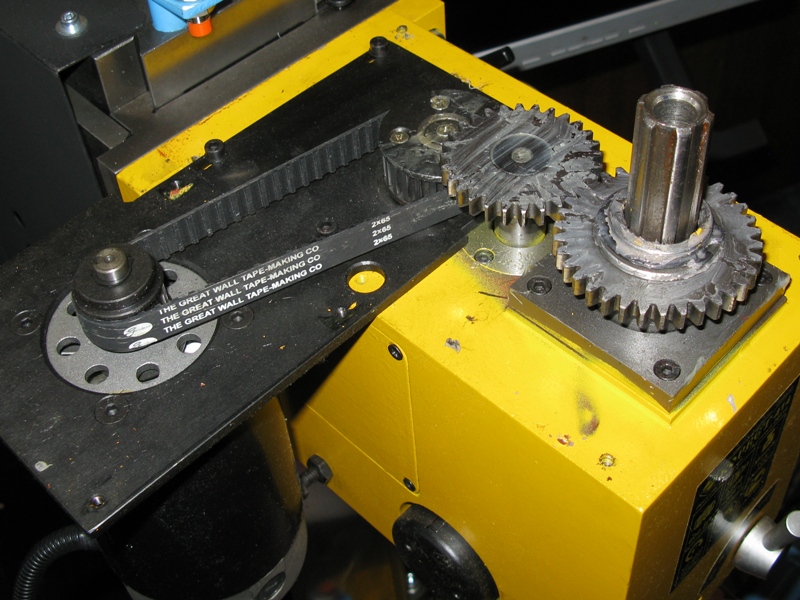
Станок имеет "коробку скоростей" для изменения частоты вращения шпинделя. С помощью специальной рукоятки справа шпиндельной бабки можно механически изменять частоту вращения шпинделя. Сама коробка скоростей имеет коэффициенты передачи 1:1 и 1:2, т. е. с ее помощью частоту вращения шпинделя можно скачкообразно изменять в два раза.


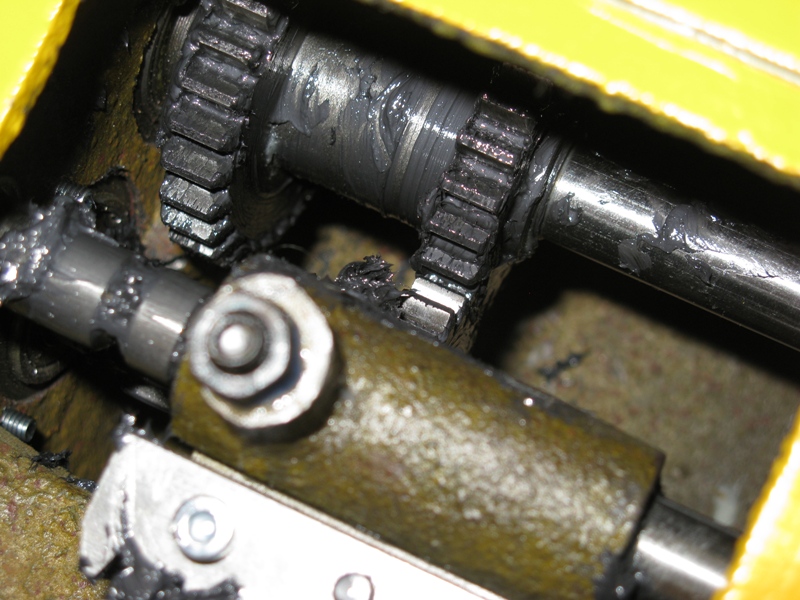
К сожалению, все шестерни привода шпинделя "сухие" (т. е. НЕ погружены в "масляную ванну", как на настоящих больших станках). И даже несмотря на обильно нанесенную на них консистентную смазку, при вращении шпинделя (особенно на высоких скоростях) все эти шестеренки издают довольно громкий шум, полностью заглушающий даже вой и без того не тихого коллекторного двигателя шпинделя.
Несмотря на все недостатки, в остальном фрезерный станок "Корвет-414" мне понравился. Чугуна на него явно не пожалели. Детали тяжелые, массивные, вес станка до доработки 135кг, качество обработки поверхностей деталей достаточно хорошее. Принципы построения узлов показались мне правильными.

Читайте дальше:
Общее описание станка и его переделки под ЧПУ (эта страница, Вы ее уже прочитали);
Электрическая часть. На странице описано размещение электрооборудования внутри переделанного под ЧПУ станка;
Шаговые двигатели (ШД). Страница содержит фото примененных ШД в разобранном состоянии и краткое описание принципа их работы.